



مشخصات قالب
|
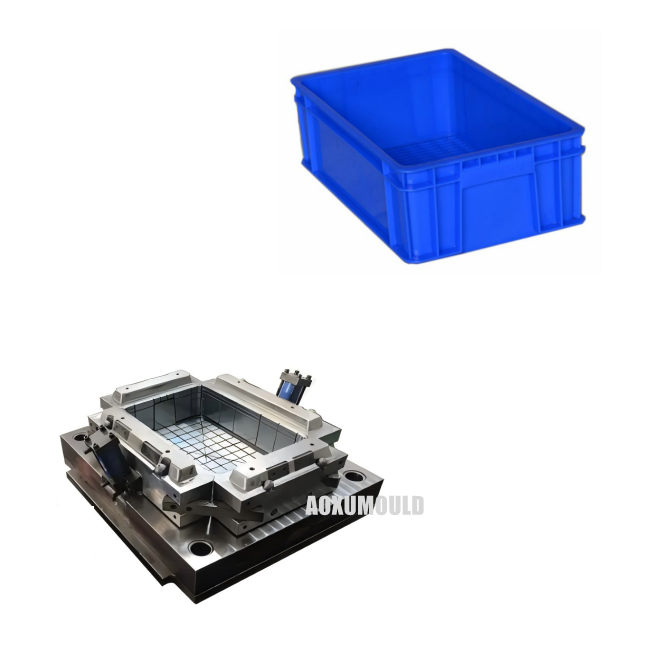
نام قالب |
قالب جعبه پلاستیکی صنعتی |
|
مواد محصول |
HDPE/PP |
|
اندازه محصول |
400X300X200mm |
|
مواد قالب برای حفره و. هسته |
P20/718/H13 |
|
NO های حفره |
1 حفره |
|
سیستم تزریق |
دونده داغ |
|
دستگاه تزریق مناسب |
450T |
|
اندازه قالب |
850x7280x550mm |
|
وزن قالب |
2600 کیلوگرم |
|
طول عمر قالب |
بیش از 500،000عدد |
|
زمان تحویل |
55 روز |
جعبه های صنعتی پلاستیک چیست؟

جعبه صنعتی پلاستیکی نوعی ظرف ساخته شده از مواد پلاستیکی است که برای استفاده در محیط های صنعتی طراحی شده است.
1. خصوصیات:
- بادوام: برای مقاومت در برابر سختی های محیط های صنعتی مانند مقاوم بودن در برابر ضربه، ساییدگی و مواد شیمیایی ساخته شده است. این دوام تضمین می کند که می تواند بارهای سنگین و استفاده مکرر را بدون شکستن یا تغییر شکل به راحتی تحمل کند.
-قابلیت انباشته شدن: جعبه های صنعتی پلاستیکی اغلب به گونه ای طراحی می شوند که روی هم چیده شوند، که امکان ذخیره سازی و حمل و نقل کارآمد را فراهم می کند. آنها را می توان در هنگام خالی یا پر شدن روی هم چید و فضای عمودی را در انبارها یا در طول حمل و نقل به حداکثر رساند.
-قابل استفاده مجدد: قابل استفاده مجدد هستند، ضایعات را کاهش می دهند و راه حلی مقرون به صرفه برای حمل و نقل و نگهداری کالا در طولانی مدت ارائه می دهند.
2. موارد استفاده:
- ذخیره سازی: برای نگهداری طیف وسیعی از محصولات صنعتی از جمله قطعات، ابزار و مواد اولیه استفاده می شود. اندازه و شکل یکنواخت آنها باعث می شود که آنها به راحتی در قفسه ها یا قفسه های ذخیره سازی سازماندهی شوند.
-حمل و نقل: برای حمل کالا در داخل کارخانه یا بین مکان های مختلف استفاده می شود. آنها را می توان به راحتی توسط لیفتراک ها، جک های پالت یا سیستم های نقاله جابجا کرد و جریان مواد را در زنجیره تامین تسهیل می کند.
چی'اندازه جعبه های پلاستیکی صنعتی؟
جعبه های پلاستیکی صنعتی در طیف وسیعی از اندازه ها هستند.
جعبههای معمولی کوچک ممکن است ابعاد خارجی حدود 30 - 40 سانتیمتر طول، 20 - 30 سانتیمتر عرض و 15 - 20 سانتیمتر ارتفاع داشته باشند. اینها برای نگهداری قطعات یا ابزارهای کوچکتر مناسب هستند.
جعبه های با اندازه متوسط می توانند تقریباً 40 - 60 سانتی متر طول، 30 - 40 سانتی متر عرض و 20 - 30 سانتی متر ارتفاع داشته باشند و اغلب برای مواردی مانند اجزای ماشین با اندازه متوسط استفاده می شوند.
جعبههای پلاستیکی بزرگ صنعتی ممکن است دارای طول 60 - 120 سانتیمتر یا بیشتر، عرض 40 - 80 سانتیمتر و ارتفاع 30 - 60 سانتیمتر باشند. آنها می توانند اقلام حجیم مانند قطعات بزرگ تجهیزات صنعتی یا مقادیر زیادی از اشیاء کوچکتر را در خود جای دهند.
توجه به این نکته مهم است که اینها فقط محدوده های کلی هستند و اندازه واقعی به نیازهای خاص صنعت و مواردی که قرار است ذخیره یا حمل شوند بستگی دارد.
چگونه یک قالب تزریق جعبه صنعتی با کیفیت بسازیم؟

مراحل ساخت قالب تزریق جعبه صنعتی با کیفیت بالا به شرح زیر است:
1.طراحی
• الزامات را بشناسید: طراحی جعبه صنعتی، از جمله اندازه، شکل، ظرفیت باربری و هر ویژگی خاص مانند انباشتن قلاب ها یا سوراخ های زهکشی را به طور کامل تجزیه و تحلیل کنید. نوع پلاستیک مورد استفاده و ویژگی های آن مانند نرخ انقباض را در نظر بگیرید.
• مدلسازی سه بعدی: از نرم افزار پیشرفته CAD (Computer - Aided Design) برای ایجاد یک مدل سه بعدی دقیق از قالب استفاده کنید. این به تجسم ساختار قالب، محل دروازه ها (جایی که پلاستیک وارد حفره قالب می شود)، کانال های خنک کننده و پین های اجکتور کمک می کند.
2. انتخاب مواد
• مواد پایه قالب: فولاد با کیفیت بالا را برای پایه قالب انتخاب کنید. اغلب از فولادهای پیش سخت شده یا فولادهای ابزار با سختی، مقاومت در برابر سایش و چقرمگی خوب استفاده می شود. به عنوان مثال، فولاد P20 به دلیل خواص ماشینکاری خوب و مقاومت در برابر سایش در طول فرآیند تزریق، یک انتخاب محبوب است.
• مواد حفره و هسته: موادی را انتخاب کنید که بتوانند در برابر تزریق فشار زیاد پلاستیک و استفاده مکرر مقاومت کنند. برخی از آلیاژها با مقاومت در برابر دمای بالا و ویژگی های سطح عالی برای اطمینان از صاف بودن سطح روی جعبه ترجیح داده می شوند.
3. فرآیند تولید
• فرز و ماشین کاری: از ابزارهای ماشینکاری دقیق مانند ماشین های فرز CNC (کنترل عددی کامپیوتری) برای برش حفره ها و هسته های قالب طبق طراحی مدل سه بعدی استفاده کنید. دقت ماشین کاری برای اطمینان از اینکه قسمت های مختلف قالب به طور دقیق با هم قرار می گیرند بسیار مهم است.
• EDM (Electrical Discharge Machining): برای اشکال پیچیده یا جزئیات ظریفی که دستیابی به آنها از طریق آسیاب دشوار است، می توان از EDM استفاده کرد. از تخلیه های الکتریکی برای فرسایش مواد و ایجاد شکل دلخواه استفاده می کند.
• عملیات سطحی: درمان های سطحی مناسب را روی قالب اعمال کنید. به عنوان مثال، صیقل دادن سطح حفره تا سطح براقیت بالا می تواند کیفیت سطح جعبه پلاستیکی را بهبود بخشد و آزاد کردن قطعه از قالب را آسان تر کند. در صورت نیاز به الگوی سطح خاصی روی جعبه نیز می توان بافت سازی را انجام داد.
4. طراحی سیستم خنک کننده
• کانال های خنک کننده کارآمد: طراحی یک سیستم خنک کننده موثر با کانال های خنک کننده که به طور مساوی در اطراف حفره قالب توزیع شده اند. این به کنترل سرعت خنک شدن پلاستیک، کاهش زمان چرخه و جلوگیری از تاب برداشتن جعبه به دلیل خنک شدن ناهموار کمک می کند. قطر و طرح کانال های خنک کننده باید به دقت برنامه ریزی شود.
5. کنترل کیفیت
• بازرسی ابعادی: از ابزارهای اندازه گیری دقیق مانند دستگاه های مختصات - اندازه گیری (CMM) برای بررسی ابعاد قطعات قالب بر اساس مشخصات طراحی استفاده کنید. هر گونه انحراف باید اصلاح شود تا از تناسب و عملکرد مناسب قالب اطمینان حاصل شود.
• اجرای آزمایشی: تزریق آزمایشی را با استفاده از قالب انجام دهید تا هرگونه نقص در جعبه پلاستیکی مانند شات های کوتاه (پر شدن ناقص)، فلاش (پلاستیک اضافی)، یا آثار سینک را بررسی کنید. بر اساس نتایج آزمایشی، تنظیماتی را در قالب انجام دهید، مانند اصلاح طراحی دروازه یا تنظیم پارامترهای تزریق.
زمان اصلی برای ساخت قالب تزریق جعبه صنعتی چقدر است؟
مدت زمان ساخت قالب های تزریق جعبه های صنعتی معمولاً حدود 45 تا 60 روز است و زمان مورد نیاز برای هر مرحله به شرح زیر است:
1. فاز طراحی
• تجزیه و تحلیل محصول و طراحی طرح: انجام تجزیه و تحلیل دقیق مشخصات جعبه، مشخصات ساختاری و نیازهای ویژه مشتریان و توسعه طرح های اولیه طراحی حدود 3 تا 7 روز طول می کشد.
• مدل سازی و ترسیم سه بعدی: معمولاً 5 تا 10 روز طول می کشد تا مدل های سه بعدی دقیق ایجاد شود و نقشه های دو بعدی دقیق با استفاده از نرم افزار حرفه ای CAD برای ساخت بعدی ترسیم شود.
2.مرحله خرید مواد
• تهیه فولاد قالب: معمولاً حدود 3 تا 7 روز طول می کشد، با توجه به الزامات طراحی قالب برای خرید فولاد مناسب، در صورتی که فولاد ویژه برخورد نیاز به سفارشی سازی داشته باشد یا تامین کنندگان موجودی نداشته باشند، ممکن است زمان به 10 تا 15 روز افزایش یابد. .
• تهیه لوازم جانبی: خرید لوازم جانبی استاندارد مانند انگشتانه، لغزنده، روکش دروازه و غیره 3 تا 5 روز و سفارشی کردن لوازم جانبی خاص 7 تا 10 روز یا حتی بیشتر طول می کشد.
3. مرحله ساخت
• خشن کردن: استفاده از دستگاه فرز CNC و سایر تجهیزات برای خشن کردن قالب، حذف بیشتر حاشیه، معمولاً حدود 7 تا 10 روز طول می کشد.
• تکمیل: شامل نیمه تکمیل و تکمیل، پردازش دقیق قطعات کلیدی مانند حفره قالب و هسته برای اطمینان از دقت ابعاد و کیفیت سطح، که حدود 10 تا 15 روز طول می کشد.
• EDM: برای اشکال پیچیده یا ساختارهای ظریف، حدود 3 تا 5 روز طول می کشد تا پردازش شکل خاص از طریق مواد خوردگی تخلیه EDM حاصل شود.
• عملیات سطح: پرداخت، نیترید کردن، آبکاری کروم و سایر عملیات سطحی برای بهبود سختی سطح قالب، مقاومت در برابر سایش و مقاومت در برابر خوردگی، حدود 3 تا 7 روز طول می کشد.
4.مرحله بازرسی و رفع اشکال کیفیت
• بازرسی کیفیت: استفاده از CMM و سایر تجهیزات برای انجام یک بازرسی جامع از قالب برای اطمینان از اینکه دقت ابعادی و تحمل فرم و موقعیت مطابق با الزامات است که حدود 3 تا 5 روز طول می کشد.
• تست قالب و اشکال زدایی: 2 تا 3 تست قالب را انجام دهید و بعد از هر تست که حدود 7 تا 10 روز طول می کشد، قالب را با توجه به وضعیت قطعات پلاستیکی تنظیم و بهینه کنید.
عیوب رایج در قالب های جعبه های صنعتی و راه حل هایی برای جلوگیری از آنها چیست؟
در اینجا برخی از عیوب رایج در قالب های جعبه های صنعتی و راه های جلوگیری از آنها آورده شده است:
1. شات های کوتاه
توضیحات نقص: شات های کوتاه زمانی اتفاق می افتد که مواد پلاستیکی به طور کامل حفره قالب را پر نکنند. این منجر به یک جعبه صنعتی ناقص یا نیمه تشکیل شده با بخش های از دست رفته می شود.
علل و پیشگیری:
فشار یا حجم تزریق ناکافی: تنظیمات دستگاه قالب گیری تزریق را بررسی کنید. اطمینان حاصل کنید که فشار و حجم تزریق برای پر کردن کل حفره قالب مطابق با طراحی جعبه کافی است. فشار ممکن است بر اساس نوع و ویسکوزیته پلاستیک مورد استفاده تنظیم شود. جریان مواد محدود: این می تواند به دلیل یک دروازه باریک یا مسدود باشد. دروازه هایی را طراحی کنید که اندازه و شکل مناسبی داشته باشند تا امکان جریان صاف مواد را فراهم کنند. همچنین، هر گونه مانع در سیستم دونده را بررسی کنید. رانر و دروازه را در طول فرآیند قالبگیری تمیز و عاری از هرگونه زباله نگه دارید.
2. فلش
شرح عیب: فلاش پلاستیک اضافی است که از خط جداکننده mld یا دهانه های دیگر بیرون زده است. ظاهری تصفیه نشده به جعبه صنعتی می دهد و همچنین ممکن است بر عملکرد آن تأثیر بگذارد.
علل و پیشگیری:
بستن نامناسب قالب: مطمئن شوید که نیروی گیره قالب به درستی تنظیم شده است. اگر نیرو خیلی کم باشد، mld ممکن است به اندازه کافی محکم بسته نشود و به پلاستیک اجازه نفوذ به بیرون را بدهد. مکانیسم بسته شدن mld را به طور منظم از نظر ساییدگی و پارگی بررسی کنید و در صورت نیاز نیروی گیره را تنظیم کنید.
سطوح قالب فرسوده یا آسیب دیده: با گذشت زمان، سطوح قالب می توانند فرسوده شوند یا آسیب ببینند و شکاف هایی در خط جداسازی ایجاد کنند. به طور مرتب سطح قالب را بازرسی و نگهداری کنید. برای اطمینان از مهر و موم محکم، مناطق آسیب دیده را جلا داده یا تعمیر کنید.
3. علائم سینک
شرح عیب: علائم سینک فرورفتگی یا نواحی توخالی روی سطح جعبه صنعتی قالب گیری شده است. آنها معمولاً در مناطقی با مقاطع ضخیم رخ می دهند و به دلیل انقباض پلاستیک در هنگام سرد شدن ایجاد می شوند.
علل و پیشگیری:
ضخامت دیوار ناهموار: جعبه را با ضخامت دیواره یکنواخت تر طراحی کنید. از تغییرات ناگهانی ضخامت که می تواند منجر به خنک شدن و انقباض دیفرانسیل شود اجتناب کنید. اگر قطعات ضخیم لازم است، اضافه کردن دنده ها یا سایر ویژگی های ساختاری را برای کاهش احتمال لکه های سینک در نظر بگیرید.
خنک کننده ناکافی: از یک سیستم خنک کننده کارآمد اطمینان حاصل کنید. کانال های خنک کننده باید طوری طراحی شوند که خنک کنندگی یکنواخت را در سراسر قالب فراهم کنند. زمان خنکسازی و سرعت جریان مایع خنککننده را با توجه به ویژگیهای مواد پلاستیکی تنظیم کنید تا مشکلات مربوط به انقباض را به حداقل برسانید.
4. تاب برداشتن
شرح عیب: تاب برداشتن به اعوجاج جعبه صنعتی قالب گیری شده از شکل مورد نظر آن اشاره دارد. این میتواند چیدن یا استفاده از جعبهها را همانطور که در نظر گرفته شده دشوار کند.
علل و پیشگیری:
خنکسازی غیر یکنواخت: خنکسازی ناهموار مانند علائم سینک میتواند باعث تاب خوردن شود. طراحی سیستم خنک کننده را بررسی کنید و مطمئن شوید که مایع خنک کننده به طور مساوی در اطراف قالب توزیع شده است. همچنین رسانایی حرارتی مواد قالب و تاثیر آن بر یکنواختی خنک کننده را در نظر بگیرید.
پارامترهای نادرست قالب گیری تزریقی: تنظیمات نادرست مانند سرعت تزریق، فشار بسته بندی و زمان نگهداری می تواند بر توزیع تنش داخلی در قطعه قالب گیری تأثیر بگذارد و منجر به تاب برداشتن شود. این پارامترها را از طریق آزمون و خطا و بر اساس خواص مواد پلاستیکی بهینه کنید.
5. عیوب سطح (خراش، لکه و غیره)
شرح عیب: این موارد می تواند شامل خراش روی سطح جعبه، لکه های ناشی از پلاستیک تخریب شده یا بافت ناهموار باشد.
علل و پیشگیری:
کیفیت سطح قالب: از یک سطح با کیفیت بالا بر روی قالب اطمینان حاصل کنید. هر گونه خراش یا ناهمواری روی سطح قالب به قسمت قالب منتقل می شود. سطوح قالب را مرتب صیقل دهید و در حین نگهداری و بهره برداری با احتیاط از آنها استفاده کنید.
آلودگی: مواد پلاستیکی را تمیز و عاری از آلودگی نگه دارید. آن را در یک محیط تمیز نگهداری کنید و از روشهای مناسب برای جابجایی استفاده کنید تا از ورود کثیفی، رطوبت یا سایر مواد خارجی به مواد جلوگیری کنید و بر کیفیت سطح جعبههای قالبگیری شده تأثیر بگذارد.
بسته و. تحویل

اجزای قالب
فولاد قالب

سیستم دونده داغ

قطعات استاندارد

بازخورد مشتریان

می توانید اطلاعات تماس خاص تری مانند آدرس ایمیل، شماره تلفن یا فرم های تماس آنلاین را به اشتراک بگذارید تا علاقه مندان بتوانند در مورد ساخت قالب جعبه پلاستیکی صنعتی با شما تماس بگیرند. یا میتوانید از طریق کانالهای مختلف مانند نمایشگاههای صنعتی، دایرکتوریهای تجاری و پلتفرمهای تولید آنلاین به دنبال مشتریان بالقوه بگردید تا خدمات قالبسازی خود را تبلیغ کنید.





