



مشخصات قالب
|
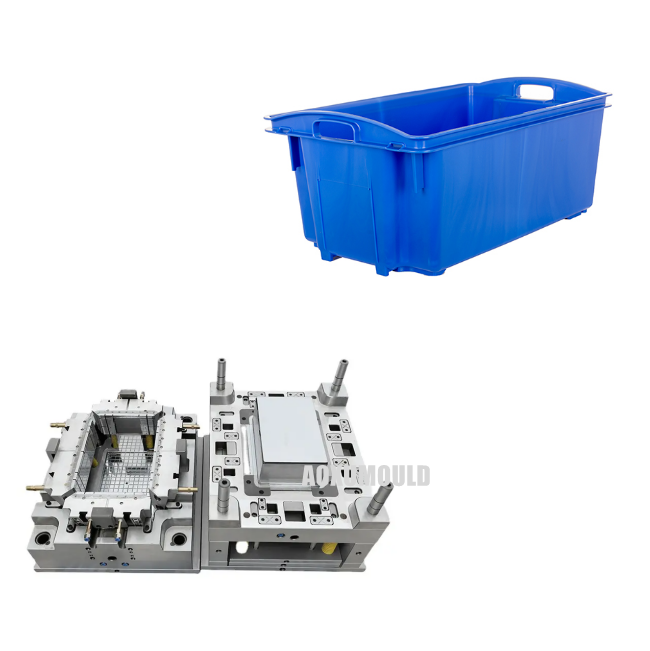
نام قالب |
قالب جعبه ماهی پلاستیکی |
|
مواد تولیدی |
HDPE |
|
اندازه محصول |
711 x 438 x 313mm |
|
وزن محصول |
3100 گرم |
|
ظرفیت محصول |
55 لیتر |
|
مواد قالب برای حفره و. هسته |
P20/718H/2738 |
|
شماره حفره |
1 حفره |
|
سیستم تزریق |
دونده داغ |
|
دستگاه تزریق مناسب |
680T |
|
اندازه قالب |
1250x880x720mm |
|
وزن قالب |
6200 کیلوگرم |
|
طول عمر قالب |
بیش از 500 ، pcs {1}} |
|
زمان تحویل |
45 روز |
چگونه می توان قالب جعبه ماهی را طراحی کرد؟

لازم است عوامل بسیاری از قبیل ساختار محصول ، ویژگی های مواد ، فرآیند قالب بندی و عمر قالب را به طور جامع هنگام طراحی قالب تزریق جعبه های پلاستیکی در نظر بگیرید. در اینجا مراحل و ملاحظات کلیدی طراحی آورده شده است:
1. ساختار محصول و تجزیه و تحلیل طراحی قالب
اندازه و ضخامت دیواره: جعبه ها معمولاً بزرگ هستند (مانند جعبه های ماهی ، جعبه های تدارکاتی ، جعبه های ذخیره سازی) ، لازم است اطمینان حاصل شود که استحکام حفره قالب کافی است ، ضخامت دیوار یکنواخت است (به طور کلی 2. {1} mm) ، برای جلوگیری از انقباض یا تغییر شکل.
میله های تقویت کننده و ساختار کاربردی: هنگام طراحی میله های تقویت کننده (ضخامت کمتر از یا برابر با 50 ٪ ضخامت اصلی دیوار) ، انباشت شکاف ها ، دستگیره ها و غیره ، لازم است که تمایل انتشار را در نظر بگیرید (معمولاً درجه 1 {درجه}) و پر کردن دشواری.
انتخاب سطح تقسیم:
برای جلوگیری از سگک معکوس ، در امتداد حداکثر مشخصات جعبه فاصله دارد.
خط فراق تا حد امکان در سطح غیر ظاهر (مانند پایین یا لبه جعبه) پنهان است تا تأثیر فلاش را روی ظاهر کاهش دهد.
2. طراحی سیستم دروازه بان
نوع دروازه:
دروازه جانبی: مناسب برای جعبه های کوچک و متوسط ، کم هزینه ، اما نیاز به قطع دستی دروازه دارد.
دروازه پنهان: دفع خودکار ، مناسب برای تولید خودکار.
دونده داغ چند نقطه ای: جعبه های بزرگ ماهی معمولاً برای کوتاه کردن زمان پر کردن و کاهش علائم جوش (مانند چسباندن متقارن در چهار گوشه جعبه) استفاده می شود.
تعادل کانال جریان: از طرح متقارن برای اطمینان از پر شدن ذوب به طور مساوی و جلوگیری از پیچ و تاب استفاده می شود (مانند کانال جریان H شکل).
خوب خوراک سرد: در انتهای جریان اصلی تنظیم کنید تا از جلوگیری از مسدود کردن خوراک سرد دروازه جلوگیری شود.
3. طراحی سیستم خنک کننده

شکل آبراه را دنبال کنید: لوله های خنک کننده را در امتداد مشخصات ظرف ، به ویژه برای حفره های عمیق و مناطق تقویت شده (مانند دیوارهای جانبی و پایین ظرف) ترتیب دهید.
کنترل دمای منطقه: مناطق دیواره ضخیم (مانند ریشه دسته) خنک کننده را تقویت می کند تا از انقباض ناهموار جلوگیری شود.
انتخاب مواد: آلیاژ مس یا درج مس بریلیم برای خنک کننده کارآمد محلی.
4
طرح بالای میله:
به طور مساوی در دیوارهای پایین و جانبی جعبه برای جلوگیری از تغییر شکل بیرون کشیدن توزیع می شود.
قطر میله اگزکتور بیشتر از یا مساوی با φ5mm (φ {1} mm برای جعبه های گردش مالی بزرگ) است و تعداد آن مطابق با منطقه پیش بینی شده تعیین می شود.
بیرون زدگی به کمک گاز: جعبه گردش مالی حفره عمیق می تواند مجهز به تخلیه کمکی دریچه هوا باشد.
شیب انتشار: شیب داخلی بزرگتر از یا برابر با 1 درجه ، شیب دیواره بیرونی {1}}. 5-1 درجه (مواد pp/hdpe).
5. طراحی سیستم اگزوز
شیار اگزوز: در سطح فراق ، سوراخ اگزکتور و شکاف درج ، عمق 0. 02-0. 04mm (مواد PP) تنظیم کنید.
تهویه خلاء: درج فولادی تهویه شده یا استیل برای مناطق حفره عمیق در دسترس است.
6 ساختار قالب و انتخاب مواد
مواد قالب: فولاد قبل از سخت (مانند P20/718H) ، ضخامت الگوی بیشتر از یا مساوی 300 میلی متر (قالب بزرگ).
حفره/هسته: مواد سختی بالا (به عنوان مثال S136 ، NAK8 0) ، سطح جلا داده شده به RA0.2μm یا کمتر.
راهنمای و قفل قالب: برای اطمینان از دقت بسته شدن قالب ، بلوک موقعیت یابی مخروطی و ستون راهنمای تمایل را اضافه کنید.
7. آزمون و بهینه سازی
پارامترهای فرآیند: تزریق مرحله (ابتدا آهسته و سپس سریع) ، زمان نگه داشتن فشار طولانی مدت (جبران انقباض).
حل مسئله:
انقباض: فشار نگه داشتن را افزایش داده یا موقعیت دروازه را تنظیم کنید.
علائم جوش: تعداد دروازه ها را بهینه کنید یا دمای ذوب را افزایش دهید.
تغییر شکل: آبراه خنک کننده را تنظیم کنید یا ستون پشتیبانی را اضافه کنید.
چه نوع فولادی برای قالب جعبه ماهی پلاستیکی؟
انتخاب فولاد برای قالب جعبه ماهی پلاستیکی باید به طور جامع عواملی از قبیل عمر قالب ، عملکرد پردازش ، مقاومت در برابر خوردگی ، نیازهای پولیش و هزینه را در نظر بگیرد. در زیر خلاصه ای از فولادهای متداول و سناریوهای کاربردی آنها وجود دارد:

1. فولاد از پیش سخت شده (فولاد از پیش سخت شده)
- نمرات معمولی: P20 (3CR2MO) ، 718H (P20 اصلاح شده) ، NAK80 (تاتسو ، ژاپن)
- ویژگی ها:
-P20: سختی HRC {{2} ، پردازش آسان ، هزینه کم ، مناسب برای تولید دسته ای کوچک و متوسط.
-718 H: سختی بالاتر (HRC {1}}) ، مقاومت بهتر و مقاومت در برابر سایش بهتر از P20 ، مناسب برای ساختارهای پیچیده یا نیازهای زندگی بالا.
-NAK80: حالت قبل از سخت (HRC {3}}) ، عملکرد عالی پولیش آینه ، مناسب برای نیازهای سطح بالا (مانند جعبه های ماهی شفاف).
سناریوی برنامه: جعبه ماهی پلاستیکی معمولی (مواد PP/PE) ، بدون عملیات حرارتی اضافی ، مناسب برای قالب های کوچک و متوسط.
2. فولاد ضد زنگ مقاوم در برابر خوردگی
- درجه معمولی: 420 (4CR13) ، S136 (ASSAB) ، HPM38 (Hitachi)
- ویژگی ها:
- 420: مقاومت در برابر خوردگی خوب ، سختی HRC {1}} (عملیات حرارتی لازم) ، مناسب برای محیط های مرطوب یا شور (مانند کارخانه های پردازش آبزی).
- S136: فولاد ضد زنگ با خلوص بالا ، مقاومت در برابر خوردگی عالی ، عملکرد عالی پولیش ، مناسب برای تماس طولانی مدت با قالب های آب.
- سناریوی برنامه: قالب ماهی ماهی با رطوبت زیاد ، تماس با آب دریا یا تمیز کردن مکرر.
3. فولاد گرم کار با سایش زیاد
- درجه معمولی: H13 (4Cr5Mosiv1)
- ویژگی ها:
- مقاومت در برابر دمای بالا (بالاتر از 500 درجه) ، مقاومت در برابر سایش عالی ، مناسب برای قالب تزریق با سرعت بالا یا قالب های گرمایش/سرمایش مکرر.
- به عملیات حرارتی نیاز دارید (سختی HRC {1}}) ، هزینه بالا.
- سناریوی برنامه: تولید انبوه یا حاوی پلاستیک های تقویت شده با فیبر شیشه ای (مانند جعبه ماهی تقویت شده PP).
4. فولاد کربن اقتصادی
- درجه معمولی: 45# فولاد ، S50C
- ویژگی ها:
هزینه ترین هزینه ، اما مقاومت در برابر سایش و خوردگی ضعیف ، نیاز به تصفیه سطح (مانند آبکاری کروم ، نیتریدر).
- مناسب برای تولید آزمایشی دسته ای کوچک یا قالب با دقت کم.
- سناریوهای قابل اجرا: قالب های موقت یا سناریوهای بودجه کم.
پیشنهادات انتخاب مواد
1. جعبه ماهی معمولی (PP/PE ، دسته کوچک و متوسط): P20 یا 718H با در نظر گرفتن هزینه و زندگی ترجیح داده می شود.
2. مقاومت در برابر خوردگی زیاد: برای جلوگیری از تأثیرات در زندگی قالب ، فولاد ضد زنگ 420 یا S136 را انتخاب کنید.
پایان سطح بالا: NAK80 یا S136 ، برای اطمینان از اینکه ظاهر جعبه ماهی بی عیب و نقص است.
4. تولید دسته ای بزرگ: H13 یا فولاد ابزار سختی (مانند D2) ، مقاومت در برابر سایش را بهبود می بخشد.
5. تولید آزمایشی کم هزینه: 45# درمان سطح فولاد.
- طراحی سیستم خنک کننده: هدایت حرارتی فولادی بر راندمان تزریق ، H13 و درج آلیاژ مس تأثیر می گذارد و خنک کننده را بهینه می کند.
اندازه Mould: قالب های بزرگ برای جلوگیری از تغییر شکل تصفیه حرارت ، نیاز به انتخاب فولاد با سخت بودن خوب (مانند 718 ساعت) دارند.
فناوری پردازش: فولاد قبل از سخت می تواند به طور مستقیم پردازش شود و سایر فولاد برای رزرو کمک هزینه تصفیه حرارتی نیاز دارند.
توصیه می شود با توجه به نیازهای تولید واقعی (خروجی ، نوع پلاستیک ، شرایط محیطی) ارتباطات عمیق با تأمین کنندگان قالب انجام شود و در صورت لزوم آزمایش عملکرد فولاد را انجام دهید.
چگونهTo Eدر حالTاوقالب با طول عمر طولانی؟
برای اطمینان از عمر قالب تزریق ، لازم است مدیریت جامع از طراحی ، ساخت ، استفاده ، نگهداری و سایر پیوندها انجام شود. در اینجا برخی از اقدامات کلیدی:
1. انتخاب مواد قالب
- فولاد با کیفیت بالا: فولاد قالب را با مقاومت در برابر سایش زیاد ، مقاومت بالا و مقاومت در برابر خوردگی با توجه به نیاز محصول (مانند H13 ، S136 ، NAK80 ، P20 و غیره) انتخاب کنید.
- تطبیق مواد: با توجه به ویژگی های مواد تزریق (مانند قالب های پلاستیکی حاوی الیاف شیشه ای که به راحتی می پوشند) ، فولاد قالب را با سختی بالاتر یا تصفیه سطح بهتر انتخاب کنید.
ترتیب. طراحی قالب معقول
- بهینه سازی ساختاری: برای کاهش غلظت استرس از گوشه های تیز یا طراحی دیواره نازک خودداری کنید. طراحی منطقی شیب دفع کننده برای کاهش مقاومت در برابر دفع.
- سیستم خنک کننده: طرح کانال خنک کننده یکنواخت برای جلوگیری از گرم شدن بیش از حد موضعی و در نتیجه خستگی حرارتی یا تغییر شکل.
- کانال جریان و طراحی اگزوز: مقاومت جریان پلاستیک مذاب را کاهش دهید ، مخزن اگزوز را به طور منطقی تنظیم کنید تا از گاز یا سوزاندن به دام افتاده جلوگیری شود.
- سطح و دقت تطبیق: برای اطمینان از صاف کردن سطح فراق ، قالب ، بند و سایر قسمتهای شکاف هماهنگی مناسب است ، سایش را کاهش دهید.
3 فرآیند تولید دقیق
- فرآیند عملیات حرارتی: از طریق فرونشست ، خویشتن داری و سایر فرآیندها برای بهبود سختی و سختی قالب.
درمان سطح: نیتریدر ، آبکاری کروم ، پوشش PVD (مانند قلع ، tialn) و سایر فناوری ها برای تقویت سختی سطح و مقاومت در برابر خوردگی.
- دقت ماشینکاری: از دقت بعدی و پایان قطعات قالب (مانند پرداخت آینه) اطمینان حاصل کنید ، اصطکاک و خطر چسبیدن قالب را کاهش دهید.
4. عملکرد استاندارد
- بهینه سازی پارامتر قالب گیری تزریق:
- کنترل دما: دمای سیلندر و دمای قالب را به طور منطقی تنظیم کنید تا از استرس حرارتی ناشی از خیلی زیاد یا خیلی کم جلوگیری شود.
- فشار و سرعت: برای کاهش بار ضربه قالب ، فشار و سرعت تزریق را کاهش دهید.
فشار و زمان خنک کننده فشار: زمان نگه داشتن فشار را به طور منطقی تنظیم کنید تا از پر کردن بیش از حد جلوگیری شود. قبل از باز کردن قالب ، از خنک کننده کافی اطمینان حاصل کنید.
اضافه بار بیش از حد: تولید اضافه بار ممنوع است (مانند فراتر از نیروی بستن یا محدودیت حجم تزریق).

5. نگهداری و نگهداری منظم
- تمیز کردن و پیشگیری از زنگ زدگی:
- پلاستیک و روغن باقیمانده را بعد از هر تولید تمیز کنید تا از خوردگی جلوگیری شود.
-روغن ضد Rust را در هنگام استفاده طولانی مدت استفاده کنید و مهر و موم کنید.
- مدیریت روغن کاری: به طور مرتب گریس درجه حرارت بالا را به قطعات متحرک مانند بند ، اسلاید و پست راهنما اضافه کنید.
- بررسی و تعمیر:
- به طور مرتب سایش سطح قالب ، ترک ها یا زنگ زدگی را بررسی کنید ، آسیب های کوچک را به موقع ترمیم کنید.
- جایگزینی یا بهسازی قطعات به شدت فرسوده مانند انگشتان و درج ها.
6. کنترل محیط تولید
- مدیریت دما و رطوبت: از زنگ زدگی قالب در محیط مرطوب خودداری کنید.
- مواد اولیه تمیز: اطمینان حاصل کنید که مواد اولیه پلاستیکی عاری از ناخالصی ها (مانند ذرات فلزی ، گرد و غبار) برای جلوگیری از خراشیدن قالب هستند.
- مشخصات عملکرد: اپراتورهای قطار برای استفاده صحیح از قالب ها برای جلوگیری از دفع یا برخورد خشونت آمیز استفاده می کنند.
7. نظارت بر قالب و مدیریت زندگی
- تعداد سوابق استفاده: زمان قالب بندی قالب آماری ، پیش بینی چرخه زندگی.
- بازرسی منظم: برای تشخیص ترک های داخلی یا خستگی از اولتراسونیک ، میکروسکوپ و ابزارهای دیگر استفاده کنید.
مدیریت قطعات Spare: برای کوتاه کردن خرابی تعمیر و نگهداری ، قطعات پوشیدن (مانند درج ها ، انگشترها) را آماده کنید.
8. با موقعیت های خاص برخورد کنید
- مواد بسیار خورنده: از فولاد مقاوم در برابر خوردگی (مانند S316) استفاده کنید یا پوشش سطح را اضافه کنید.
- مواد فیبر شیشه ای بالا: استفاده از فولاد با سختی بالاتر و تقویت سطح درمان (مانند پوشش سخت).
هسته اصلی گسترش عمر قالب های تزریق:
matial با کیفیت بالا + طراحی علمی
✅ تولید دقیق + استفاده استاندارد
intruction تعمیر و نگهداری قابل پیشگیری + مدیریت پیشگیرانه
از طریق مدیریت چرخه زندگی سیستماتیک ، عمر قالب می تواند به طور قابل توجهی بهبود یابد و هزینه های تولید کاهش یابد.
اجزای قالب
فولاد

سیستم دونده داغ

قطعات استاندارد

چگونهTo CکلوچهA Sقابل قبولIتسکینMپیرزنMجویFیاTاوجعبه ماهی Mouلند?

انتخاب دستگاه قالب گیری تزریق مناسب برای قالب جعبه ، نیاز به ارزیابی جامع از اندازه قالب ، مواد محصول ، راندمان تولید و عملکرد تجهیزات دارد. در اینجا مراحل کلیدی و نحوه انتخاب پارامترها آورده شده است:
1. محاسبه پارامترهای اصلی
(1) نیروی بستن
نیروی قفل قالب پارامتر اصلی انتخاب دستگاه قالب گیری تزریق است که باید فشار ذوب را روی سطح فراق قالب پوشانده باشد:
نیروی گیره (تن)=منطقه پیش بینی شده (cm²) \ بار فشار مواد (mpa) \ div 1000 \]
- منطقه پیش بینی شده: حداکثر منطقه پیش بینی شده افقی (طول × عرض) جعبه گردش مالی + مساحت سیستم ریختن.
فشار ماده: با توجه به انتخاب مواد (PP/HDPE معمولاً MPA {1}} MPA ، حفره عمیق یا دیواره نازک حد بالایی را می گیرد).
مثالها:
اندازه جعبه 400 میلی متر 500 و مساحت سیستم ریختن حدود 10 ٪ است
منطقه پیش بینی شده=(50cm × 40cm) × 1. 1=2200 cm²
نیروی گیره=2200 × 50/{{2} tons (نیاز به انتخاب بیشتر از یا مساوی با 120 تن مدل)
(2) وزن شلیک
حجم تزریق نظری دستگاه قالب سازی تزریق باید وزن کل "محصول + دونده" را پوشش دهد: حجم تزریق (G) بیشتر از یا مساوی با وزن محصول \ برابر 1.5 \
چگالی مواد: pp در مورد {{0}}. 91g/cm³ ، hdpe در حدود 0.95g/cm³.
- ضریب ایمنی: به طور کلی 1. 5-2. {{3} برای جلوگیری از حجم تزریق بیش از 80 ٪ ظرفیت دستگاه.
مثالها:
جعبه گردش مالی وزن خالص 1500 گرم ، وزن دونده 200 گرم ، وزن کل 1700 گرم
حجم تزریق نظری بیشتر از یا برابر با 1700 × 1. {2}} g (نیاز به انتخاب حجم تزریق بیشتر از یا برابر با مدل 3000G)
(3) قطر و سکته مغزی
- قطر پیچ: بر روی پلاستیک سازی سرعت و فشار ، پیچ به قطر بزرگ برای محصولات دیواری ضخیم مناسب است (جعبه گردش مالی معمولاً از φ {{1} mm استفاده می شود).
- سکته مغزی تزریق: برای برآورده کردن مقدار پر کردن ذوب ، سکته مغزی بیشتر از یا برابر 4 برابر ضخامت محصول (جعبه گردش مالی حفره عمیق به سکته مغزی طولانی تر نیاز دارد).
2. تطبیق قالب و تجهیزات
(1) اندازه و مدول الگوی
- اندازه الگو: الگوی دستگاه قالب گیری تزریق باید بتواند قالب را نصب کند (طول × عرض کمتر از یا مساوی با اندازه الگو).
- ضخامت قالب: ارتفاع بسته شدن قالب باید در حداقل باشد - حداکثر حداکثر ضخامت قالب دستگاه قالب گیری تزریق.
اندازه معمولی قالب جعبه گردش:
الزامات الگوی: 800 × 600 میلی متر (کوچک) تا 1200 mm 1500 میلی متر (بزرگ)
ضخامت قالب: {{0} mm (نیاز به مطابقت با فضای قالب دستگاه قالب گیری تزریق)
(2) فضای سفر و بیرون کشیدن قالب
- سکته مغزی باز کردن قالب: باید از ارتفاع جعبه گردش مالی × {1}} فاصله ایمنی (50-100 mm) بیشتر باشد.
به عنوان مثال: ارتفاع جعبه گردش مالی 300 میلی متر → باز کردن سکته مغزی بیشتر از یا مساوی با 300 {{{2} mm.
- سکته مغزی: اطمینان حاصل کنید که میله اگزکتور می تواند محصول را به طور کامل بیرون بکشد (جعبه گردش مالی حفره عمیق باید بیشتر از یا برابر با 100 میلی متر باشد).
3. سایر عوامل کلیدی
(1) خصوصیات مواد متناسب است
دمای آببرل: دمای پردازش PP در مورد درجه {1}} درجه است ، HDPE در مورد درجه {2}} درجه است ، لازم است از دقت کنترل دما دستگاه قالب سازی تزریق اطمینان حاصل شود.
- نسبت فشرده سازی پیچ: PP/HDPE نسبت فشرده سازی توصیه شده 2. 5-3. 0 (پیچ جهانی می تواند باشد).
(2) بهینه سازی چرخه تولید
- سرعت تزریق: جعبه های بزرگ گردش مالی برای کاهش زمان پر شدن به سرعت تزریق بالا (بیشتر یا برابر با 80 ٪ سرعت کامل آتش) نیاز دارند.
الزامات صرفه جویی در مصرف انرژی: موتور سروو یا دستگاه قالب گیری تزریق تمام موتور می تواند مصرف انرژی را کاهش دهد (مناسب برای تولید انبوه).
(3) الزامات عملکردی ویژه
- تزریق چند مرحله ای: از کنترل تقسیم بندی شده از پر کردن و احتباس فشار برای بهبود انقباض در مناطق دیواری ضخیم پشتیبانی می کند.
عملکرد کشش CORE: اگر جعبه گردش مالی دارای سوراخ های جانبی یا سگک معکوس است ، مدل را با سیلندر هیدرولیک انتخاب کنید.
4. فرآیند انتخاب
A. نیروی قفل کردن حالت و حجم تزریق (غربالگری پارامتر هسته) را محاسبه کنید.
ب - اندازه نصب قالب (الگوی ، ضخامت قالب ، سکته مغزی قالب) را بررسی کنید.
ج - تطبیق الزامات فرآیند مواد (دمای بشکه ، نوع پیچ).
E. ارزیابی ویژگی های اضافی (رابط اتوماسیون ، پیکربندی صرفه جویی در مصرف انرژی).
F. تجهیزات تأیید برند و ثبات (هائیتی ، ژنکسون ، انگل و سایر مارک ها تفاوت قیمت).
5. توصیه مدل معمولی (به عنوان نمونه از جعبه گردش مالی PP استفاده کنید)
| اندازه جعبه گردش مالی|نیروی قفل قالب|مقدار تزریق|مدل توصیه شده |
| 300 × 200 × 150mm|60-80 tons|800-1200 g|Haitian MA1600/II |
| 500 × 400 × 300mm|120-150 tons|2500-3500 g|Zhenxiong JM128MK-III |
| 800 × 600 × 400mm|300-400 tons|6000-8000 g|انگل پیروزی 370 |
- تأیید واقعی حالت آزمون: پس از محاسبه نظری ، پارامترها باید از طریق حالت تست تنظیم شوند (مانند کاهش نیروی بستن با بهینه سازی طراحی دروازه می توان حاصل شد.
- فضای ارتقا یافته رزرو شده: مدل های کمی بزرگتر را برای سازگاری با اصلاحات قالب آینده انتخاب کنید.
- مصرف انرژی و هزینه نگهداری: دستگاه قالب گیری کامل تزریق موتور دارای دقت بالایی اما گران قیمت ، مطبوعات هیدرولیک مقرون به صرفه تر است.
از طریق روش فوق ، می تواند از تطبیق کارآمد دستگاه قالب سازی تزریق و قالب جعبه گردش مالی ضمن در نظر گرفتن راندمان تولید و کنترل هزینه اطمینان حاصل کند.
بسته و تحویل

بازخورد مشتریان






